S7 1.2355 Shock Resisting Tool Steel
- Model
- AISI S7 1.2355 50CrMoV13-15
Item specifics
- Quality Standard
- ASTM A681
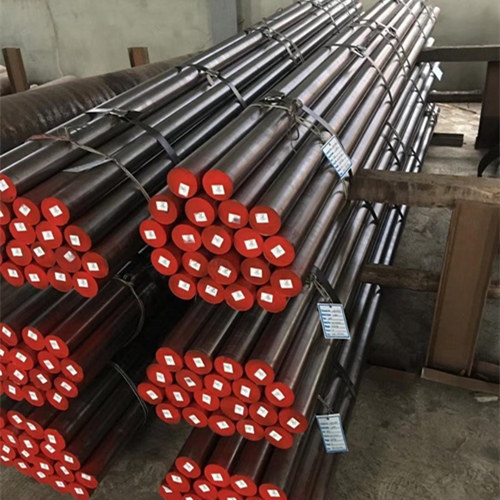
- Delivery condition
- Hot forged+annealed
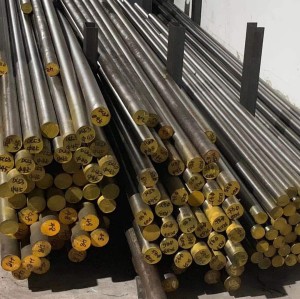
- Surface condition
- Black, Grinded, peeled, polished
- characteristics.
- hot-work
Review
Description
Introduction of S7 steel:
S7 mould steel is suitable for a wide range of tool and die work where shock-resistance, medium hot work properties, or for ease of machining due to its unusual combination of properties.
Uses include hot and cold shock applications such as rivet sets, chisels, punches, hot headers and gripper dies. Also good for short run dies used in cold-forging, blanking and bending.
Chemical Composition of S7 steel (%)
C | Si | Mn | P | S | Cr | Mo | V |
0.45-0.55 | 0.20-1.00 | 0.20-0.90 | 0.030 max | 0.030 max | 3.00-3.50 | 1.30-1.80 | 0.35 max |
Advantages of S7 steel:
Good Machinability . Maximum shock resistance air-hardening hot-work characteristics.
Heat treatment of S7 steel:
Annealing of S7 steel:
1500° F to 1550° F, cool slowly to 100°F, air-cool. Brinell 197 Max.
Hardening of S7 steel:
In order to maintain the surface chemistry,S7 mould steel should be hardened in a controlled nuetral enviroment. Preheat 1200° F to 1300° F prior to raising to the hardening temperature of 1725° F, holding at this temperature for a minimum of one hour for up to one-inch thickness and one hour for each additional inch of thickness. Sections of 2 1/2 inch or less should be quenched in still air. Once it reaches 150°, the piece should be tempered immediately.
Tempering of S7 steel:
S7 mould steel is usually tempered 1 1/2 hours to 2 hours for each inch of greatest thickness. The tempering temperature varies according to the intended use. For cold working and similar applications, temper at 400°F to 500°F is recommended. For hot applications, temper at 900°F - 1000° F. Never temper at less than 400° F.