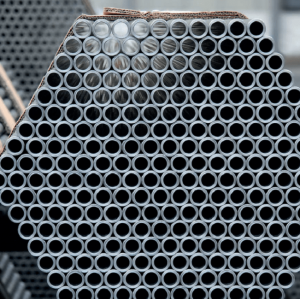
AISI 4330V Hot Forged Alloy Steel Hollow Bar
- Model
- AISI 4330V
Item specifics
- Heat treatment
- Quenching and Tempering
- Surface
- Bright or Black Surface
- Application
- Oil industry, Raise bore drill rods and drive subs
- Standard
- AMS 6427 AMS 6359 AMS6304 ASTM A646
Review
Description
AISI 4330V Steel
AISI 4330, is a fine-grained, medium carbon, chromium-nickel-molybdenum alloy steel. AISI 4330V is a modification of the 4330 alloy steel grade, with hardenability and other characteristics improved by the addition of vanadium. Alloy Steel 4330V offers good formability which is used for those that require a good combination of strength and impact resistance.
Relevant Standards
Applications
Raise bore drill rods and drive subs, gears, aircraft landing gear, axles or shafts for power transmission.
Chemicals and Physical
C | Mn max | Si max | Cr | Mo | Ni | P max | S max | V |
0.2-0.30 | 1.0% | 0.80 | 0.40-0.60 | 0.30-0.50 | 1-1.5 | 0.025 | 0.010 | 0.05-0.10 |
Tensile strength: 130,000 psi
Yield strength:115,000 psi
Elongation at break (In 50 mm): ≥ 16.0 %
Hardness HBW: 321 - 375